
L'abbellimento dell'idrogeno è in gran parte impertinente e gli sforzo per evitare che venga in fase di progettazione per determinare le caratteristiche delle parti e i processi di produzione successivi.
Evitare la generazione di idrogeno durante il processo di produzione e l'assorbimento di idrogeno mediante elementi di fissaggio elimina il rischio di problemi di ricoltimento dell'idrogeno dal processo di produzione. L'inriceccio dell'idrogeno a causa della corrosione ambientale può essere ottimizzato attraverso la selezione corretta dei metodi di trattamento delle superfici che non producono idrogeno.
Le soluzioni necessarie includono
* Zincatura meccanica
Rivestimento zinco-alluminio
L'abbellimento dell'idrogeno si verifica solo su elementi di fissaggio ad alta resistenza. Se le condizioni di applicazione lo consentono, prova a scegliere elementi di fissaggio inferiori a 320HV.
Se le condizioni lo consentono, cerca di evitare il decapaggio e se è possibile evitare, il tempo di ammollo del decapaggio dovrebbe essere ridotto al minimo. La soluzione di decapaggio dovrebbe contenere sempre ingredienti inibitore. Nei casi In cui è necessario utilizzare elementi di fissaggio ad alta resistenza e idrogeno non può essere completamente rimosso durante il processo di produzione e idrogeno viene assorbito nel dispositivo di fissaggio, come decapaggio e galvanica, il processo di cottura di deidrogenazione successivo diventa critico.
Per elementi di fissaggio elettrolitici ad alta resistenza, al fine di ridurre il rischio di ricami di idrogeno, la cottura può essere utilizzata immediatamente dopo la galvanica. Fare riferimento a ISO4042 (rivestimento di placcatura per elementi di fissaggio) per la guida. Lo scopo della cottura è rimuovere la maggior parte dell'idrogeno il più possibile e disperdere il residuo di idrogeno dalla superficie. A causa dell'effetto di concentrazione di stress, la superficie del dispositivo di fissaggio è di solito altamente compressa.
Quando galvanica elementi di fissaggio ad alta resistenza, hanno bisogno di essere cotti entro 4 ore dopo la galvanica. In sostanza, prima la cottura viene completata dopo la galvanica, migliore è l'effetto del trattamento. L'operazione tipica è di mantenere il fissaggio ad una temperatura da 200 a 230 gradi Celsius per 2 ore a 24 ore. Di nuovo, in termini ampi, più lungo è meglio. Se l'operazione di cottura è ritardata per più di 4 ore dopo la placcatura, il dispositivo di fissaggio può aver subito danni irraibili (micro-crepe) (Ci può essere uno stress residuo locale nel dispositivo di fissaggio che fa sì che idrogeno passi nell'area ad alto stress).
Per elementi di fissaggio con stress residuo, il tempo di cottura è particolarmente critico perché lo stress residuo nei dispositivi di fissaggio può far sì che idrogeno vicino alla superficie di fissaggio si separi nelle aree di stress, inclusi siti di difetti di superficie, aperture, guasti, E aree di sviluppo del potenziale.
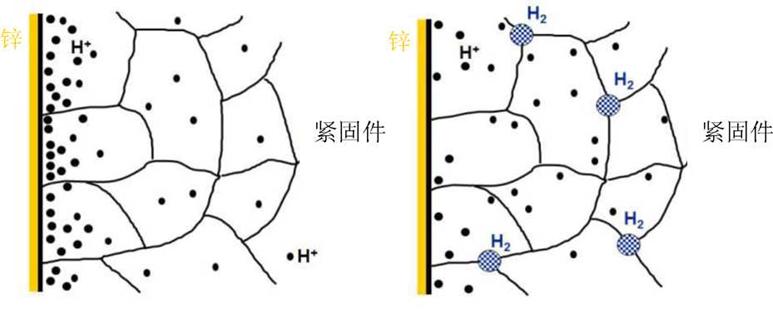
Figura 4: distribuzione prima (sinistra) e dopo (destra) rimozione dell'idrogeno
Il metodo di prova per i dispositivi di fissaggio è definito da ISO15330, "test di precarico per il rilevamento dell'incasso dell'idrogeno-metodo di superficie del cuscinetto parallelo".
Elementi di fissaggio a bullone metodo di ispezione dell'incasso a idrogeno
I test di precarico devono essere utilizzati su dispositivi di prova adeguati. Come mostrato nelle figure 2 e 3. La coppia può essere applicata sia con dadi abbinati (o bulloni) che ruotando una piastra d'acciaio filettata per garantire che lo stress richiesto del dispositivo di fissaggio corrispondente sia all'interno del suo punto di resa; sono accettati anche altri metodi e dispositivi di carico all'interno della gamma di coppia di rottura. Lo stress o la coppia deve essere mantenuto per almeno 48 ore. Ogni 24 ore, il dispositivo di fissaggio dovrebbe essere riavvolto allo stress iniziale o alla coppia, mentre controlla se il dispositivo di fissaggio è stato danneggiato a causa di idrogeno.
Metodo di ispezione dell'incasso a idrogeno di elementi di fissaggio autofilettanti e autoestrusori
Il metodo di prova del precarico è lo stesso della sezione 2.1 e il dispositivo di prova corrispondente è una piastra d'acciaio. Una rondella con una durezza nominale di 300hv può essere utilizzata sotto la testa della vite per proteggere la piastra in acciaio. Lo spessore minimo della piastra in acciaio è ld, tutti gli altri requisiti sono uguali a bulloni, viti e borchie.
Guarnizioni
Metodo di ispezione dell'incasso a idrogeno di elementi di fissaggio diversi campioni di rondella a molla sono montati su bulloni con lo stesso diametro nominale della filettatura e della rondella a molla. Utilizzare rondelle piatte per separare le rondelle elastiche dagli altri. La durezza della rondella piatta dovrebbe essere maggiore della durezza del campione della rondella a molla e della sua durezza minimaIs 40HRC. La rondella elastica conica dovrebbe essere testata in coppia e il gruppo dovrebbe essere stretto fino a quando il campione di rondella a molla (sessuale) è completamente appiattito.
Se tutti i campioni nello stesso lotto superano il test senza fratture o crepe visibili, il materiale batch è qualificato. In ogni caso, è importante osservare che il passaggio del test di ricoltement dell'idrogeno riduce solo il rischio potenziale.
Al fine di evitare i problemi di contaminazione dell'idrogeno causati dal processo di placcatura, i produttori di dispositivi di fissaggio sono alla ricerca di modi per evitare problemi di ricoltimento dell'idrogeno, compreso l'uso di una pulizia a basso contenuto di idrogeno e bassa placcatura a idrogeno, che mira a ridurre la possibilità di contatto con idrogeno. Nel design, l'influenza della resistenza del materiale sulla sensibilità dell'incasso dell'idrogeno dovrebbe essere completamente presa In esame e il livello di resistenza dovrebbe essere ridotto il più possibile. Nel processo di elaborazione, i danni meccanici sulla superficie delle parti devono essere persi il più possibile; E il rivestimento in zinco-alluminio senza idrogeno e altri metodi di trattamento superficiale anticorrosione devono essere utilizzati se necessario. Dopo la galvanica, un ragionevole processo di azionamento dell'idrogeno dovrebbe essere utilizzato per rimuovere rigorosamente idrogeno. Al momento, anche se il problema dell'embrittosità dell'idrogeno non può essere completamente eliminato, con lo sviluppo di nuovi materiali, le alternative di trattamento superficiale a basso costo possono essere un'innovazione per risolvere completamente il problema.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





